ÇOK GEZEN BİLİR
Merhaba sevgili MühendisOl okuyucuları , yine bir gezi yazısında sizinle birlikteyim , Almanya’da bir fabrika gezme fırsatı buldum , edindiğim bilgileri fabrika adı vermeden sizlerle paylaşmama izin verdiler. Bu fabrikada hidrolik silindirin imalatını ve montajını yerinde görme fırsatı buldum.
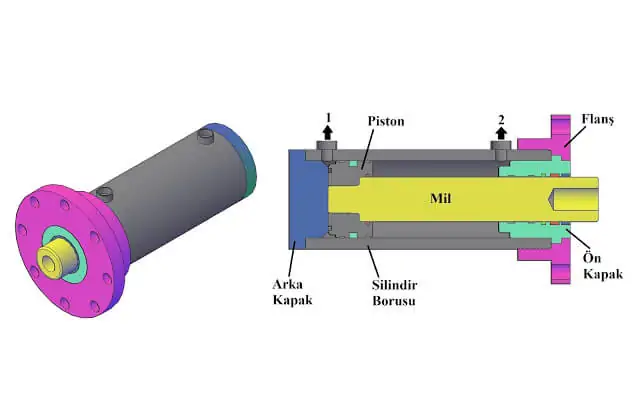
Yukarıda katı modelini çizmiş olduğum bir Hidrolik Silindir arkadaşlar , herhangi bir proje göremedim bende üretim hattında gördüklerimi Cad. ile size göstereyim dedim. Hidrolik silindir Pascal Kanunu’nu temel almış bir kuvvet iletim aletidir. Çevremizde de bir çok yerde görmekteyiz. Çalışma prensibi şöyle ; 1 nolu rakordan hidrolik yağ hazneye nüfus eder ve pistonla birlikte mili ileri doğru iter. Mili geri çekmek içinde 2 nolu rakordan yağ verilir ve 1 nolu rakordan sol haznedeki yağ boşaltılır bu sayede mili geriye hareketi sağlanmış olur. Bu fabrikada silindir borusu ve mili Almanyada bulunan başka fabrikalardan teğmin edildikten sonra imalat işlemi başlıyor. Silindir borusuna ilk önce rakor (umarım doğru çevirmişimdir) için delik deliniyor. Yani 1 ve 2 nolu girişlerin delikleri deliniyor. Bu işlem seri bir şekilde dikey delik delme tezgahında bant üzerinde gerçekleşiyor. Daha sonra silindir borusuna arka kapak , robot (fanuc) kollarla kaynak yapılıyor. Burada robotlar MAG kaynağı kullanıyorlar.

Arka kapak kaynatıldıktan sonra rakor kaynatılmaya gönderiliyor. Yanda görmüş olduğunuz resim rakor oluyor. Robot kollar tarafından otomatikmen sabitlenen rakor , ince işçilik istediği için kaynak ustaları tarafından yapılıyor. Burada işinin ustası kaynakçılar MAG kaynağı kullanıyor.
MAG kaynağının kullanılmasının amacı sızdırmazlığı sağlamak.
Rakorlar kaynatıldıktan sonra silindir borusu diş açma işlemi için CNC tezgahına alınıyor. Diş açma işlemi silindirin çizime göre sağ tarafına ve dış yüzeyine uygulanıyor. Diş açma işlemi de tamamlandıktan sonra montaj atolyesine alınıyor.

Silindir borusuna bu işlemler yapılırken soldaki diğer elemanlarında üretimleri yapılıyor. Silindir mili ( beyaz nokta ile işaretledim ) fabrikaya dışarıdaki bir fabrikadan standart olarak geliyor.
Silindir miline ilk yapılan işlem CNC de gerçekleşiyor. Milin , silindir borusu içinde kalacak kısmı çap olarak küçültülüyor. Ve sol tarafına piston için diş açma işlemi gerçekleştiriliyor. Bu işlemde herhangi bir insan gücü kullanılmıyor , herşeyi robot kollar yapıyor. CNC tezgahına mili koyanda , çıkaranda robot kollar.
Silindir milinin dışında kalacak mil kısmının ucu CNC ile talaş kaldırma işlemine tabii tutuluyor. Bu işlemin amacı sonra ki adımda , sürtünme kaynağının kolaylığını ve kesinliğini sağlamak.

Yandaki resimde görüldüğü gibi silindir mili ve mil başlığı ( örnek 1 de kırmızı ile işaretli ) sürtünme kaynağı ile kaynatılıyor. Sürtünme kaynağında , mil ve mil kapağı birbirlerine zıt bir şekilde döndürülerek , birbirlerine sürtünüyorlar. Buradaki sürtünmeden ortaya çıkan ısı mili ve mil kapağını hamur kıvamına getirdiğinde preslenerek kaynak yapılmış oluyor. Fazlalık olan çapak , talaş kaldırma işlemi ile düzeltiliyor. Milin son işlemi de , mil başlığına burç çakılma işlemi. Burçta çakıldıktan sonra mil de montaj istasyonuna yollanıyor.
Örnek 1 de mavi ile işaretli ön kapak ve yeşil ile işaretli piston , CNC de son haline getirilip montaj istasyonuna alınıyor.

Solda katı çizimini çizmiş olduğum ön kapak , içindeki yuvalar sızdırmazlık elemanları için açıldı ve montaja getirildi. Pistonun ise içine silindir mili için diş , dışına ise sızdırmazlık elemanları için yuva açıldıktan sonra montaj hattına geliyor.
Montaj ilk olarak sızdırmazlık elemanlarının , ön kapak ve pistona montajlanması ile başlıyor. Pistonun dışına montajlanan sızdırmazlık ve sürtünme bantları şunlar ; piston omegat ve bant yatak. Bunlar sürtünmeyi yağı önlüyor. Pistonun içine de ” O-Ring” takılıyor. Ön kapakta ise toz keçesi , boğaz nutring , boğaz omegat , bant yatak ve O-Ring kullanılıyor.
Piston milin diş açılmış kısmına monteleniyor ve ardından silindir borusunun içine sokuluyor. Daha sonra ön kapak takılıyor. Bu arka kapağın üstüne de silindir borusunun dişlerine geçen bir flanş takılıyor.
Ve böylece hidrolik silindirin montajı tamamlanmış oluyor. Test kısmına alınıyor. Rakorlardan yağ verilerek milin hareketinde bir sorup olup olmadığına , sızdırmazlıkta bir sorun olup olmadığına bakılıyor. Sorun bulunmayan hidrolik silindirler depoya gönderiliyor.
Umarım yazımı beğenmişsinizdir , yarı Almanca yarı İngilizce anlaştım fabrikadaki mühendislerle , eğer çeviride hata olduysa affola , bilimle kalın .



